


























Perbandingan Teknis: Hardbanding Semi-Otomatis vs. Manual untuk Peralatan Ladang Minyak
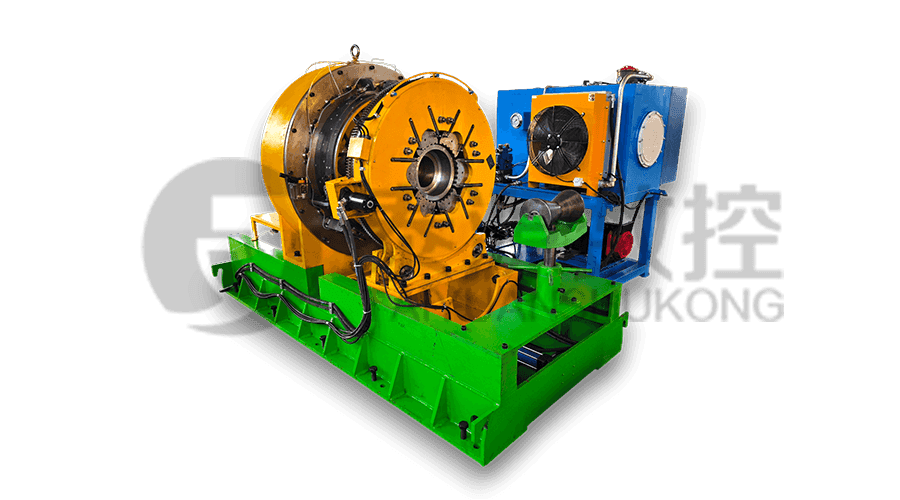
Dalam lingkungan industri minyak dan gas yang penuh tuntutan, pengerasan bagian tengah pipa bor sangat penting untuk mengurangi keausan pada casing dan dinding lubang sumur. Meskipun pengelasan manual memiliki akar sejarah, pergerakan menuju mesin khusus telah mendefinisikan ulang standar integritas metalurgi. Jiangsu Taiyuan Alat Mesin CNC Co, Ltd. , basis produksi nasional untuk peralatan perminyakan, memproduksi Mesin Las Semi Otomatis dirancang khusus untuk hardbanding sambungan dan pemusat pipa bor. Dengan memanfaatkan proses pengelasan terlindung gas terdeoksidasi, Jiangsu Taiyuan Alat Mesin CNC Co, Ltd. memastikan ikatan berkekuatan tinggi dan tahan aus yang sulit ditiru oleh metode manual secara konsisten.
Perbedaan Kritis dalam Eksekusi Hardbanding
Transisi teknis dari sistem manual ke sistem semi-otomatis berdampak pada umur panjang struktural rangkaian pipa bor:
- Keseragaman Setoran: Pengelasan manual rentan terhadap kelelahan manusia, yang menyebabkan variasi tinggi dan lebar manik. Itu Mesin Las Semi Otomatis menggunakan mekanisme rotasi tersinkronisasi dan pengumpanan kawat otomatis untuk memastikan pita yang seragam sempurna, yang mencegah konsentrasi tegangan lokal.
- Integritas Pelindung Gas: Pelindung gas terdeoksidasi memerlukan aliran yang stabil untuk mencegah kontaminasi atmosfer. Sistem semi-otomatis menjaga jarak nosel yang konstan, memastikan kolam las tetap murni dan bebas dari porositas, yang sangat penting untuk aplikasi kekuatan tinggi.
- Kontrol Termal: Panas berlebih selama pengelasan manual dapat mengubah metalurgi pipa bor, sehingga menyebabkan kerapuhan. Jiangsu Taiyuan Alat Mesin CNC Co, Ltd. peralatan memberikan daya penggerak yang tinggi dengan kontrol yang tepat atas masukan panas, menjaga sifat mekanik logam dasar.
Perbandingan Parameter Teknis: Pengelasan Semi-Otomatis vs. Manual
Tabel berikut menggambarkan alasannya Jiangsu Taiyuan Alat Mesin CNC Co, Ltd. berfokus pada solusi semi-otomatis khusus untuk layanan ladang minyak profesional:
| Metrik Teknis | Hardbanding Manual | Seri Semi-Otomatis Taiyuan |
|---|---|---|
| Jenis Proses | Busur/Tongkat Manual | Pengelasan Terlindung Gas Deoksidasi |
| Konsistensi Manik Las | Rendah (Tergantung operator) | Tinggi (Presisi mekanis) |
| Efisiensi Produksi | Standar | Tinggi (Siklus berkelanjutan) |
| Kekakuan Basis Mesin | T/A | Luar biasa (Kekakuan tempat tidur besi cor) |
| Waktu Retensi Presisi | Minimal | Jangka panjang (Komponen berteknologi tinggi) |
| Poin Kegagalan | Tinggi (Kesalahan manusia) | Sedikit (Struktur sederhana dan kuat) |
Tentang Jiangsu Taiyuan Alat Mesin CNC Co, Ltd.
Didirikan pada tahun 2003 di Kota Taixing, "Kampung Halaman Ginkgo" dekat Sungai Yangtze, Jiangsu Taiyuan Alat Mesin CNC Co, Ltd. mencakup 24.800 m² dan berfungsi sebagai basis produksi penting untuk industri peralatan perminyakan. Perusahaan ini menawarkan berbagai macam mesin khusus, termasuk jalur produksi pipa bor, mesin bubut threading pipa CNC kopling, dan mesin permukaan sabuk tahan aus pemusat pipa bor . Dengan sertifikasi sistem mutu ISO, produk mereka banyak digunakan oleh raksasa industri seperti Shanghai Baosteel, Ladang Minyak Shandong Shengli, dan perusahaan internasional di Amerika Serikat, Jepang, dan Aljazair. Dikenal dengan tenaga penggerak yang tinggi dan spesifisitas yang kuat, Jiangsu Taiyuan Alat Mesin CNC Co, Ltd. tetap berkomitmen pada spesialisasi peralatan energi dan keunggulan global.
Pertanyaan Umum Industri
-
Mengapa pelindung gas terdeoksidasi penting untuk pipa bor?
Selama permukaan sabuk tahan aus, oksigen yang terperangkap dapat menyebabkan retakan mikro. Itu Mesin Las Semi Otomatis dari Jiangsu Taiyuan Alat Mesin CNC Co, Ltd. menggunakan campuran gas spesifik untuk mendeoksidasi kolam las, memastikan hardband berkekuatan tinggi dan mampu menahan torsi tinggi pada pengeboran sumur dalam.
-
Bagaimana kekakuan lapisan mempengaruhi kualitas pengelasan?
Sama seperti kita mesin bubut benang kerah bor , unit pengelasan memerlukan fondasi yang stabil. Kekakuan yang baik dan struktur mesin yang sederhana Jiangsu Taiyuan Alat Mesin CNC Co, Ltd. mencegah getaran selama siklus pengelasan, yang sangat penting untuk mencapai pemerataan material tahan aus.
-
Industri apa yang mendapat manfaat dari mesin khusus Taiyuan?
Produk kami banyak digunakan di ladang minyak, geologi, pertambangan, dan industri kimia. Apakah itu a mesin penggilingan rotor pompa ulir atau a mesin threading pipa cangkang bengkok , kami memberikan efisiensi produksi yang tinggi dan kualitas yang dapat diandalkan untuk pengguna di seluruh dunia.
